





What is a Swing Check Valve?
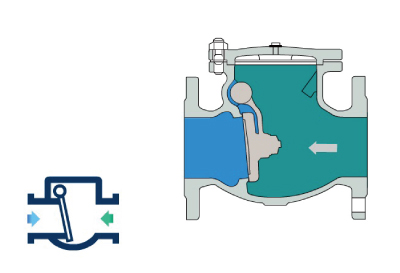
A Swing Check Valve is desinged to prevent the medium in the pipeline from flowing back. As pressure reaches zero, the valve shuts fully to prevent backflow.
Swing check valves belong to the group of automatic valves, which are used mostly in pipelines where the medium flows in one direction and allow only the medium to flow in one direction to avoid accidents. The pressure drops and turbulence in these types of valves are very low. This type of valve should generally be installed horizontally in the pipeline, but it can also be installed vertically by keeping in mind that the disc cannot reach the stalling position where the disc stuck in an open position.
How does a Swing Check Valve work?
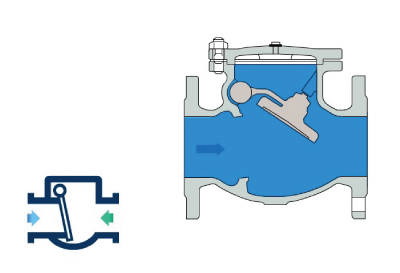
One end of a disc-shaped disc is made into a “wing-type” structure, which is free to move by hanging on a body, etc., and has a structure in which pressure loss is small and fluid flows easily. It can be used not only for horizontal piping, but also for vertical piping (flowing from bottom to top).
Swing Type Check Valve for Sale


Applications of Swing Check Valve
- Power plants. A variant of the standard swing check valve, silent check valves — also called spring check valves — use a spring to help the valve close with more control. Silent check valves see frequent use in fluid control applications in the power generation sector, such as cooling towers. Of note, it also takes more pressure to open the valve against the spring, so spring check valves are best suited to high-pressure applications.
- Natural gas transmission. Swing check valves help prevent the improper flow of gas that could result in dangerous leaks or fires. These valves see broad usage in gas pipelines, commercial and residential gas meters, gas compressors, and more.
- Oil and gas refineries. Refineries often use specially designed non-slam check valves to mitigate water hammer — the pressure wave created in the system by a slamming valve.
- Horizontal water lines. Swing check valves are ideal for high-volume, consistent-pressure fluid situations. They’re the most common valve used in wastewater treatment and water pumping.
- Custom solutions. Each system is different, and sometimes specific applications require a unique modification or entirely original design to solve a challenging flow issue. It may be as simple as changing the angle of the valve or decreasing the disc’s weight, but your valve manufacturer can help you determine if a customized solution is right for you.
Installation of Swing Check Valve
- Inspection
- Threads of mating pipe must be clean and machined to appropriate ANSI/ASME specifications. Ends of mating copper tubing or pipe must be square and free of burrs. Use emery cloth to clean and remove grease and/or oxidation before soldering. Inspect sealing surfaces of valve for cleanliness prior to installing.
- Mounting
- Swing check valves can be mounted in either vertical or horizontal position with upward flow or in any intermediate position. Flow must be by direction of arrow in body. It is not recommended that swing check valve be mounted in close proximity to reciprocating pumps or compressors due constant pressure fluctuations which shortens the life of the valve.
- NPT connection
- It is recommended that the valve is mounted in the closed position. Gently thread valve to mating pipe by hand until resistance is felt. Using a wrench tighten the valve using the hex flats at the joint being tightened. Do not tighten through the valve body using hex flats on opposite end of joint being tightened.
- Solder connection
- It is recommended that the valve be in the open position. Care must be taken to apply the proper amount of solder so that it does not flow into valve seat area. During soldering, the mid-portion of the valve body should not exceed 300°F. This can be monitored using an infra-red temperature sensor. Depending on the fuel selected and the orientation of the installation it may be necessary to wrap the valve body with wet rags or employ other heat absorbing techniques. The flame must be directed away from the valve body, concentrated on the solder cup. The cup should be heated evenly. Once one of the joints is complete, the valve should be allowed to cool until “cool to the touch” before beginning the second joint.

